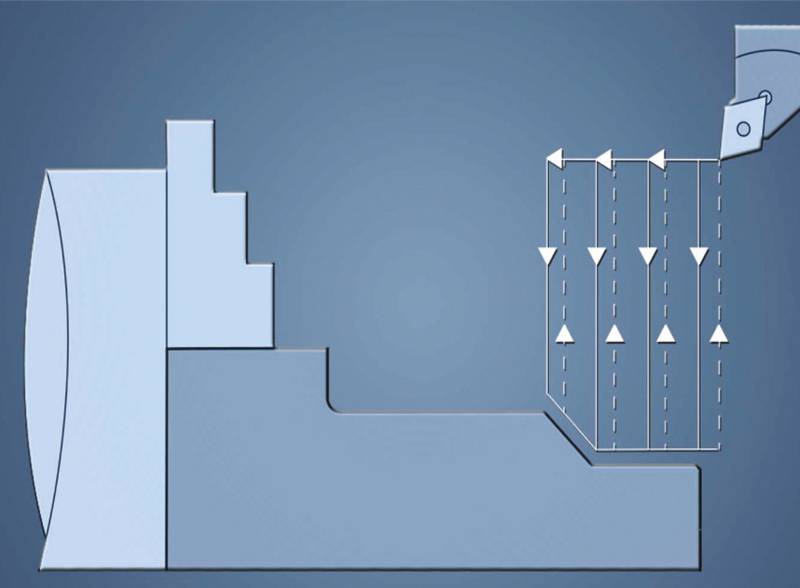
G72 Alın tornalama çevrimi hem X ekseni hem de Z ekseni boyunca tek yönlü değişen bir profile sahip şekillerin işlenmesinde kullanılabilir. Programda finish profili tanımlandıktan sonra kaba tornalama paso hareketleri otomatik olarak yaratılır. X ekseninde U, Z ekseninde çevrimin ikinci satırındaki W kadar finish paso payı kalır. G72 çevriminden sonra G70 çevrimi ile bu bırakılan finish pasosu da alınarak işlem tamamlanır. G72 W_ R_ W: Boyda aldığı paso miktarı TAKIMIN HAREKET ŞEKLİ: • Takım G0 hızıyla başlangıç noktasına gelir.
G72 ile Alın Tornalama İşlemi Yapmanın Daha Kolay Olduğunu Biliyor musunuz?
G72 P_ Q_ U_ W_ F_
R: Boyda geri kaçma miktarı
P: Çevrim başlangıç satır numarası
Q: Çevrim bitiş satır numarası
U: Çapta bırakılan son paso miktarı
W: Boyda bırakılan son paso miktarı
F: Çevrimin kesme ilerlemesi miktarı (mm/dev.)
• P ve Q’ da belirtilen satır numaraları aralığında parçanın üzerinden finiş pasosu alınıyor gibi G0, G1, G2 ve G3 kodları kullanılarak program yazılır.
• Takım ilk satırda W’ de belirtilen miktar kadar talaşa girer R miktarı kadar geri çıkarak başlangıç noktasına geri döner.
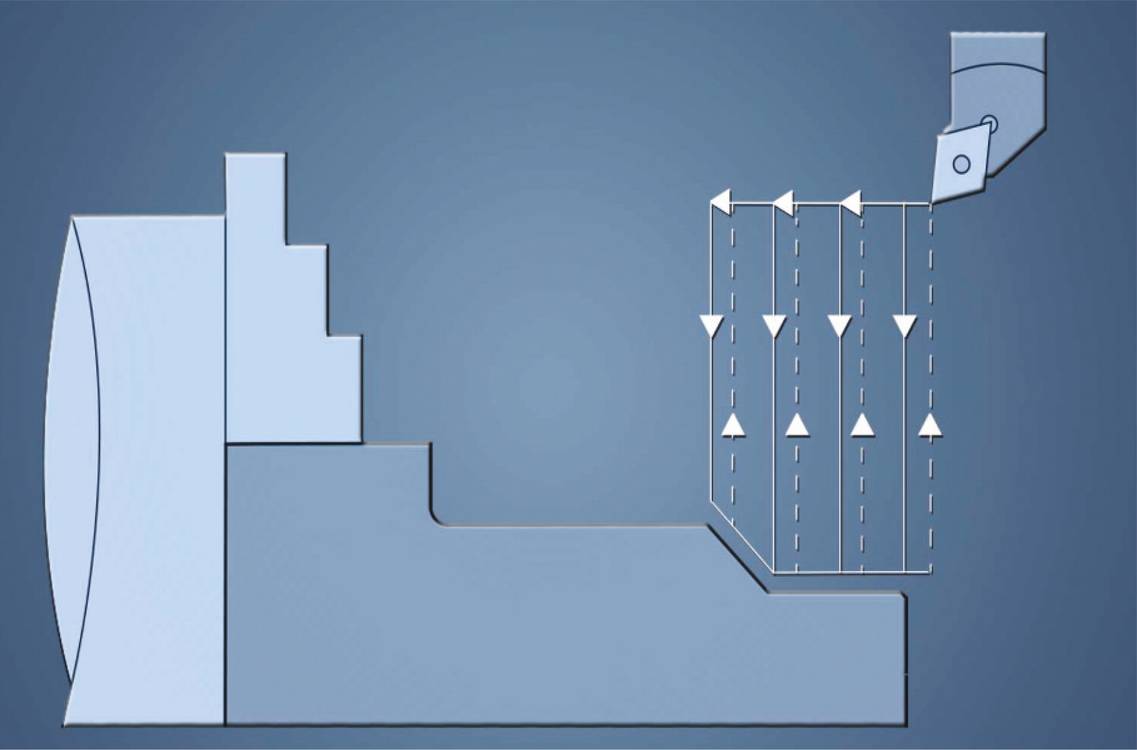
• Son pasoya girene kadar parça şekli net olarak değil kademeli olarak çıkar.
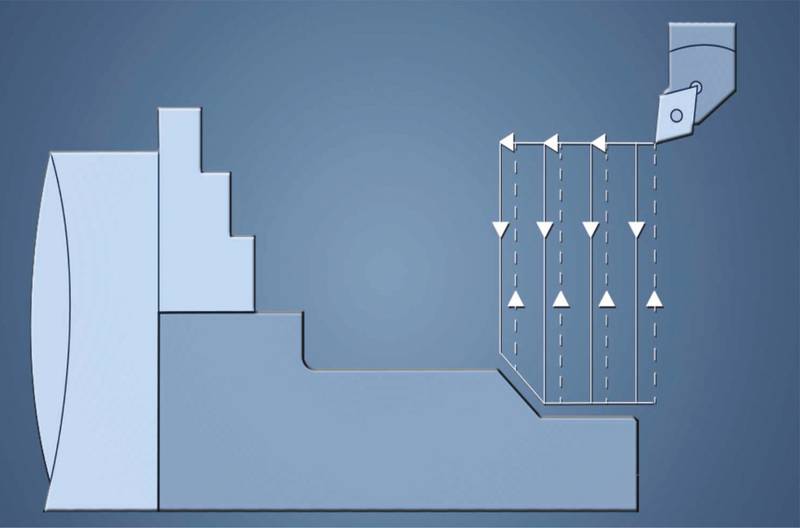
• Son pasoda istenen parça formu net olarak çıkmış olur.
• Çevrim bittiğinde başlangıç noktasına geri döner.
Haber bültenimize abone olarak sektör haberlerden ve size özel fırsatlarımızdan haberdar olmak için tıklayınız.