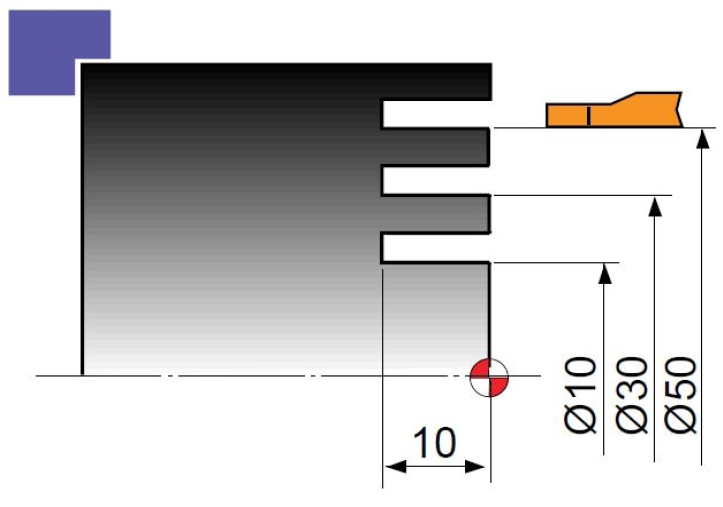
G74 çevrimiyle Z ekseninde alın yüzeyde kanal açma işlemi yapılabilmektedir. Çevrim iki satırlık olup finiş çevrimi yoktur. Alın yüzeyde düz slot boşaltma işlemleri içinde kullanılabilir. Alında kanal açma veya alın yüzeyde işleyeceğiniz profil formuna uygun takımın kullanılması gerekmektedir. Çevrim formatının ikinci satırında yer alan X(U) ve P adresleri yazılmaz ise çevrim delik delme işlemi yapar. ÇEVRİM FORMATI: G74 R…..; G74 X (U)….. Z (W)….. P….. Q….. F…..; R: Geri kaçma miktarı X: Çapta gideceği son nokta Z: Kanal dip boyu P: X ekseninde yarıçapta kayma miktarı (mikrometre cinsinden) Q: Z ekseni kayma miktarı (mikrometre cinsinden) F: Çevrimin kesme ilerlemesi miktarı (mm/dev.) TAKIMIN HAREKET ŞEKLİ: 1- Takım G00 koduyla pozisyonlanarak çevrim başlangıç noktasına getirilir. 2- Çevrim devreye girdikten sonra, Q’da belirtilen değer kadar F ilerleme değeri hızıyla kesme işlemi yapar. R’de belirtilen değer kadar takım geri çıkarak talaş kırılır. 3- Takım Z’de belirtilen değere gelene kadar 2. sıradaki işlem devamlı yapılır. Z’de belirtilen değere geldiğinde G00 Rapid hızıyla Z ekseninde başlangıçta belirtilen pozisyonlanma noktasına hızlıca geri çıkar. 4- Takım P’de belirtilen miktar kadar kayma işlemi yapar, 2 ve 3. sırada belirtilen yöntemle açma işlemi yapar. 5- Takım X’de belirtilen noktaya gelip kanal açtıktan sonra çevrim başlangıçta pozisyonlandığı noktaya geri dönerek sonlanmış olur.
G74 Çevrimiyle Z Ekseninde Boyda (Alın Yüzeyde) Kanal Açma

Haber bültenimize abone olarak sektör haberlerden ve size özel fırsatlarımızdan haberdar olmak için tıklayınız.