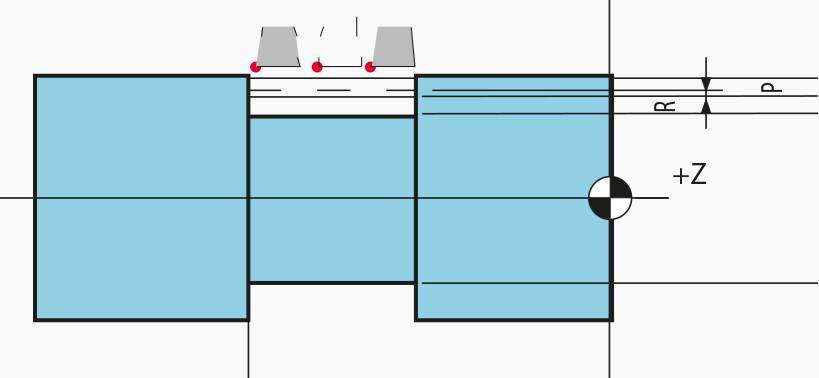
Bu çevrim X ekseninde iş parçasının dış çapında ve delik iç yüzeylerinde kanal açmak için kullanılır. Ayrıca parça kesme işlemlerinde de kullanılabilmektedir. Kısa aralıklarla kademelerle ilerlemeli, her kademe sonunda geri çekmeli gagalamalı tarzda takım hareketleri ile kanal açmaktadır. G75 R…; G75 X… Z… P… Q… R… F…; R: Her talaş kesme işleminden sonra geri kaçma miktarı DİKKAT EDİLECEK HUSUSLAR: • Q değeri verilirken kanal takımı genişliği dikkate alınarak verilir. Yana kayma miktarı takım kanal genişliğinden fazla olmamalıdır. TAKIMIN HAREKET ŞEKLİ: • Takım G00 hızıyla çevrim başlangıç noktasına gelir. Eğitim dökümanları ile ilgili detaylı bilgilere www.tezmaksanakademi.com’dan ulaşabilirsiniz.
CNC Torna Tezgâhında Kanal Açma ve Kesme İşlemini G75 Çevrimiyle Yapabilirsiniz
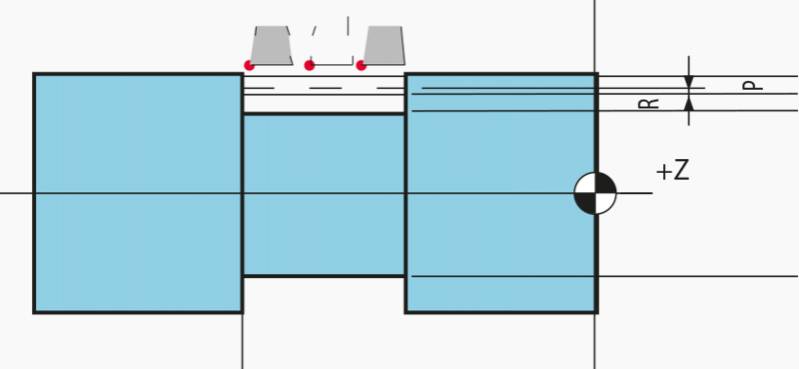
X: Kanal dip çapı
Z: Boyda gideceği son nokta
P: X ekseni dalma (gagalama) miktarı (yarıçapa göre yazılacak)
Q: Z ekseninde yana kayma miktarı
R: Kanal dibinde Z ekseni yönünde geri çekilme miktarı
F: Çevrim kesme ilerlemesi miktarı (mm/dev.)
• Kanal açma işleminde alt satırdaki R değeri kullanılmaz. Kesme işleminde ise 0 alınmalıdır.
• Kesme işleminde X ölçüsüne X0. ya da “-“ değer verilmelidir.
• P ve Q değeri çevrimde mikron olarak yazılmalıdır.
• G41 veya G42 uç yarıçap telafileri G75 çevrimi ile aynı satırda kullanılamazlar.
• G75 çevriminin finiş çevrimi yoktur.
• P’ de belirtilen miktar kadar, X’ de belirtilen kanal dip çapına F hızıyla kademeli olarak inerken R miktarı kadar geri çıkar.
• Başlangıç noktasına G00 hızıyla geri döner.
• Q’ da belirtilen miktar kadar Z ekseninde yanal hareket eder.
• Bu işlemler Z ekseninde gideceği son noktaya kadar devam eder.
• Kanal açıldıktan sonra takım çevrimin başladığı noktaya hızlıca geri döner.
Haber bültenimize abone olarak sektör haberlerden ve size özel fırsatlarımızdan haberdar olmak için tıklayınız.